
Una de las tareas a las que nos enfrentamos cuando planeamos un sistema productivo en nuestra empresa, es la capacidad de producción. ¿Cuánto producto o servicio estamos en capacidad de fabricar en una jornada de 8 horas? En para la sección de planificación de la producción, resolvemos estos interrogantes aplicando conceptos como capacidad de diseño y capacidad efectiva.

Qué es capacidad de producción
La capacidad es definida como el volumen de producción recibido, almacenado o producido sobre una unidad de tiempo, siendo producción el bien que produce la empresa, ya sea intangible o no.
Piensa por ejemplo en un hospital: Su capacidad logra ser definida como el número de pacientes que pueden ser atendidos entre las 8:00am y las 5:30 pm. En una fábrica de gaseosas la capacidad es la cantidad de envases embotellados en un turno de 8 horas.Ahora bien, una empresa puede planear su capacidad a largo, mediano o corto plazo con el fin de garantizar una producción enfocada a la estrategia de competitividad de la empresa, modificando instalaciones, mano de obra y maquinaria. Veamos con más profundidad:
Capacidad de producción a través del tiempo
Un sistema productivo es planeado a largo, mediano y corto plazo. En este sentido las decisiones a nivel estratégico, táctico y operativo son de gran importancia para la capacidad.

Con esto en mente, veamos lo que respecta a la planeación de la capacidad de producción según el horizonte de tiempo:
La capacidad a largo plazo se enfoca en más de un año y es a nivel estructural. Esto implica que requiere gran inversión y que su importancia es estratégica. Planear adecuadamente la capacidad a largo plazo es vital, pues junto a la inversión que requiere, también es determinante para demanda posterior.
Una capacidad excesiva con una baja demanda, tendrá elevados costos en el funcionamiento de la planta, mientras que una capacidad que no consigue igualar el nivel de demanda, resulta insuficiente conllevando a la pérdida de competitividad.
Te puede interesar: El programa maestro de producción: Aprende cómo definir tu producción, el momento y la cantidad
La capacidad a mediano plazo se enfoca entre los 6 y 18 meses. Se toman decisiones con respecto a la contratación o despido del personal, adquisición de herramientas, máquinas y subcontratación.
La capacidad a corto plazo se trabaja en forma diaria o semanal, por lo tanto las acciones realizadas son efectivas en horas con el fin de alinear la producción planeada y la real. Se asocian decisiones relacionadas con las horas extras, movimiento de personal y transporte de producto.
Definidos los plazos, ten en cuenta que planear la capacidad conlleva determinar cuánto podemos producir a nivel constante sin fallas ni interrupciones y cuánto logramos producir en condiciones reales. Detalladamente:
Tipos de capacidad de producción
Capacidad de diseño
También la puedes conocer como mejor nivel de operación. Es la máxima producción teórica que se puede alcanzar bajo condiciones ideales.
Por ejemplo el número de pupitres en una escuela durante una jornada escolar o el volumen de producción de una impresora de manera continua en una empresa de litografía. Alcanzar esta capacidad implicaría que las maquinas estuvieran constantemente en funcionamiento sobre el periodo de trabajo y que la mano de obra labore con máxima eficiencia.
Capacidad efectiva
Considera que la mayoría de las empresas no operan a su máxima capacidad. Lo hacen por las restricciones “típicas”, entre las cuales podemos encontrar el mantenimiento de la maquinaria, los errores en el personal, los tiempos perdidos, etc. Con esto en mente, piensa en la capacidad efectiva como la producción que se espera alcanzar en condiciones reales de funcionamiento.
Capacidad real
Es la producción real conseguida en un período determinado. Realmente el concepto de capacidad real es útil al ser utilizado en conjunto con la capacidad de diseño y la capacidad efectiva con la finalidad de calcular la utilización de capacidad y la eficiencia de producción.
Con los tipos de capacidad de una empresa ya definidos, veamos cómo obtener utilización y eficiencia:
Utilización de capacidad
Es el cociente entre la producción real (capacidad real) y la capacidad de diseño. Con esto sabemos qué tanto estamos aprovechando la capacidad de diseño de la compañía. Cuando es calculada, ambas medidas deben contemplar el mismo tiempo y las mismas unidades.
Eficiencia de producción
Es el cociente entre la producción real (capacidad real) y la capacidad efectiva. La relación de eficiencia la obtenemos según se acerca el índice a 1 (100%).
Demanda y capacidad: Escenarios y estrategias
¿Has pensado en la importancia de la demanda en la planeación de la capacidad? Es vital. Una demanda superior a la capacidad implica pérdida de clientes y competitividad, y una capacidad superior a la demanda conlleva altos costos de producción o funcionamiento. Estos escenarios ocurren en las compañías, y ante esto hay soluciones.

Cuando la demanda es superior a la capacidad: Mas allá de decirte que el aumento de la capacidad es la solución a la que debes apuntar, es una solución cara y a largo plazo. ¿Qué hacer entonces?
- Modifica la estrategia de precios, por ejemplo aumentarlos en las poblaciones que más demandan el producto o servicio. Por supuesto, es una solución que se debe mirar con ojo de lupa, en busca de que no perjudique la imagen de tu organización.
- Mejora la productividad: Busca la mejora de los procesos y los elementos que intervienen en ellos. Por ejemplo, disminuye los tiempos ociosos, balancea la línea, encuentra mejores formas de atender a los usuarios en poco tiempo, etc.
- Contrata más personal, o contrata personas más cualificadas según el tipo de negocio.
- Trabajar horas extras.
- Subcontrata la producción: Si tu producto o servicio lo puede fabricar / prestar otro por otro lado, por qué no pagarle a ese otro para suplir esa demanda no atendida.
Cuando la capacidad es superior a la demanda: Primero debemos determinar esto por qué se da. ¿Esto es nuevo? ¿Ya había pasado? ¿La demanda ha estado disminuyendo? ¿Siempre ha sido superior a la demanda? Esto nos puede dar un horizonte hacia el tipo de acciones a tomar. Veamos cuáles son:
- Estrategias de precios: De nuevo, una estrategia de precios enfocada a la reducción podría dar un giro inesperado a la demanda.
- Despide al personal: Lo que están haciendo 200 personas lo podrían hacer 170?
- Publicidad y promoción: Emprende estrategias de publicidad y promoción de tu producto o servicio que incentiven la demanda. Permite que otros mercados y sectores no atendidos por tu empresa conozcan tu producto. Llega a ellos con promociones y descuentos.
- Investigación de mercados: Pregúntate que es lo que pasa con tu producto o servicio y por qué no está siendo demandado. Compáralo con la competencia, cómo se comporta frente a otros? Lo tienes? Ahora emprende una investigación de mercados que te permita determinar en relación a tu producto / servicio, qué es lo que percibe, piensa y quiere el cliente y, ofrecérselo.
Planeación de la capacidad de producción
Planear la capacidad considera la demanda a futuro, y aquí es donde comienzan a ser relevante el pronóstico de demanda. Para planear la capacidad, comienza usando modelos de pronósticos a mediano y largo plazo para predecir la demanda futura. Es de tu interés: Cómo hacer un pronóstico de demanda
Obtenido el pronóstico, piensa en qué acciones emprender para modificar la capacidad. Las que te mostré anteriormente son las más comunes, pero la lista de acciones es mucho más grande y a veces, compleja.
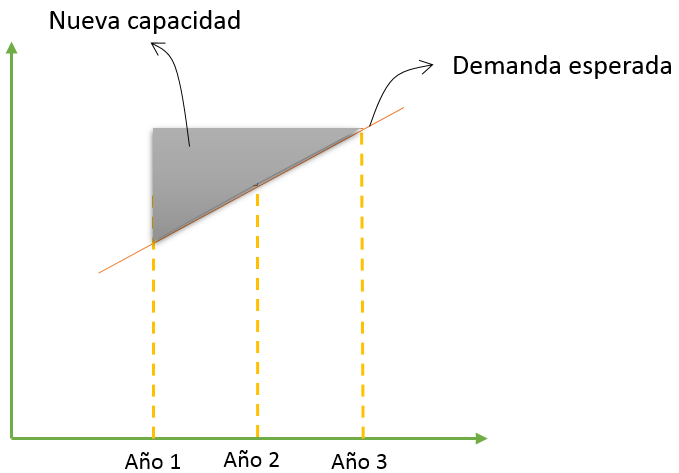
Ten en cuenta que planear la capacidad considera la demanda a futuro, y que esta crece o disminuye (en la mayoría de los casos) de forma gradual a través del tiempo, mientras que la capacidad aumenta en gran porción y de forma inmediata.
Con lo anterior en mente y teniendo definidos los pronósticos de demanda en tu empresa, considera que hay muchas formas de planear la capacidad en función del tiempo. Veamos cuatro de las más clásicas:
Cuando la capacidad es ampliada incrementalmente de acuerdo a la demanda: En éste caso, decides ampliar gradualmente la capacidad a través de los años, lo que dota a la empresa de flexibilidad en sus labores, como tener inventarios ante una demanda variable si es empresa de fabricación o si es el caso de una empresa de servicios, digamos…, de reserva de salones, poder reservar otro salón retrasando el mantenimiento y limpieza de los demás.
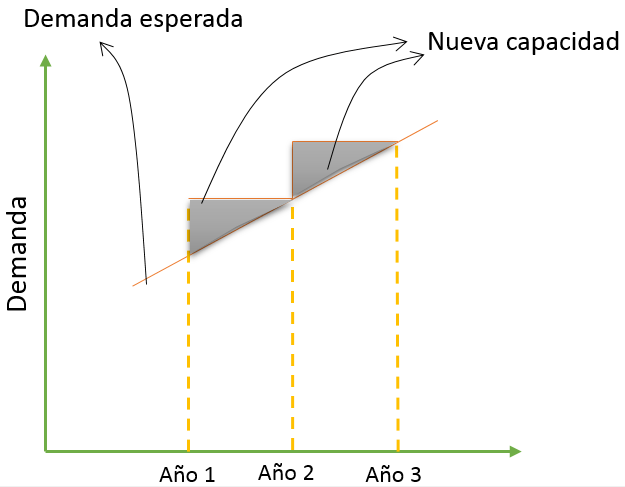
Cuando la capacidad es ampliada ampliamente de acuerdo a la demanda: En el año 1 tomas la decisión de hacer un amplio aumento en la capacidad. Evidentemente durante un tiempo tendrás capacidad disponible. Flexibilidad, al igual que en el primer caso también tendrás.
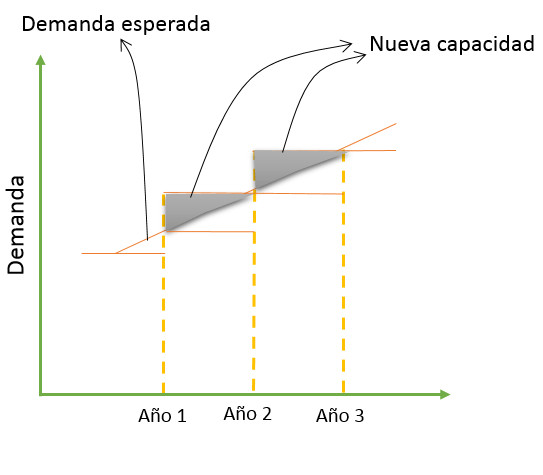
Cuando la capacidad está retrasada con respecto a la demanda: Es igual que el primer caso, es decir que sigue creciendo incrementalmente pero esta vez, la capacidad está retrasada con respecto a la demanda. En este caso, es común suplir la demanda restante con horas extras o subcontratación.
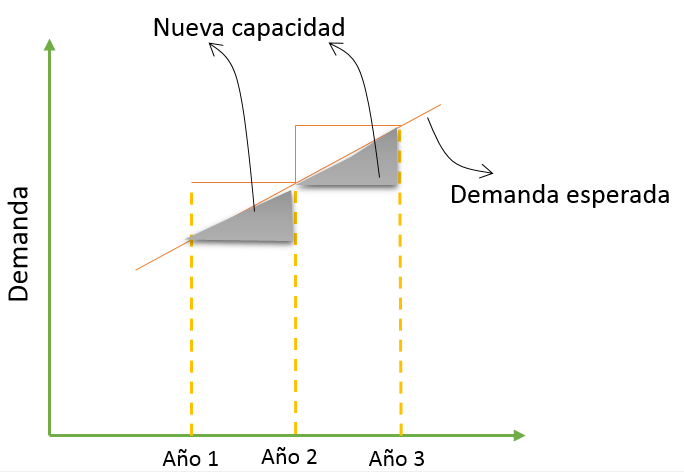
Cuando hay capacidad promedio buscando alinearse a la demanda: Tener capacidad promedio en función de la demanda implica que en ocasiones puedes estar por adelante o por detrás de la demanda.
Estrategias hay muchas. La estrategia a elegir se puede basar en la evaluación del costo de la alternativa, considerando a la vez factores tecnológicos, de personal, construcción, competencia, de leyes, entre otros.
Cómo calcular la capacidad de producción
El cálculo de la capacidad de producción involucra muchos aspectos de la dirección de operaciones, los que serán más o menos dependiendo del momento en que se hace, el horizonte de tiempo, la planeación de la planta, proceso o servicio, etc.
Por ejemplo si una empresa está abriendo una nueva planta en otro país, deberá planear su capacidad teniendo en cuenta la estimación de la demanda, la localización de la planta, ubicación de la maquinaria, número de personas, recursos de producción, etc. Como vimos anteriormente, este sería un ejemplo de planeación de la capacidad de producción a largo plazo.
Por otro lado, hay empresas que nunca han planeado su capacidad. Por ejemplo pymes que se fundaron sin tener en cuenta ninguna de los aspectos antes mencionados. Y muchas veces, al ser conscientes de la importancia de planear la capacidad a largo plazo, hacerlo ya es muy complejo dado lo costoso que conlleva un cambio de gran magnitud, sin contar la resistencia al cambio. Claro, esto dependiendo de la naturaleza de la empresa, pues no siempre es así.
Un buen comienzo para empresas que nunca planearon su capacidad a largo plazo, sería conocer cuál es su capacidad, lo que le permitiría tomar decisiones a nivel táctico y a mediano plazo, que no serían tan costosas como las decisiones estratégicas de largo plazo. Esto involucraría labores como tomas de tiempo, determinación de cuellos de botella, balanceo de líneas, etc.
Ejemplo de capacidad de producción
Es por lo anterior que este ejemplo es muy práctico y no se detiene en algunos aspectos. Será tema de otros post el estudio de tiempos y sus suplementos.
En este ejemplo, asumimos que se realizó un estudio de tiempos en un proceso cualquiera de una empresa de manufactura arrojó los siguientes resultados:
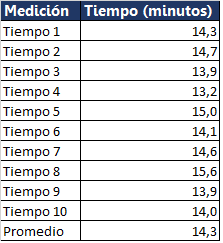
En este ejemplo, se trabajan 8 horas. Los tiempos que observas en la tabla es lo que se demora producir una unidad. El tiempo promedio para producir una unidad es 14,3 minutos. Este tiempo lo podemos considerar como tiempo estándar, de importante aplicación para calcular la capacidad de planta, plazos de entrega, costo de la mano de obra, etc.
La capacidad de diseño de éste proceso la calculamos con una simple regla de tres:
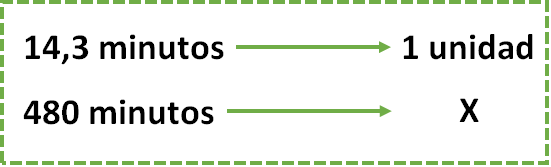
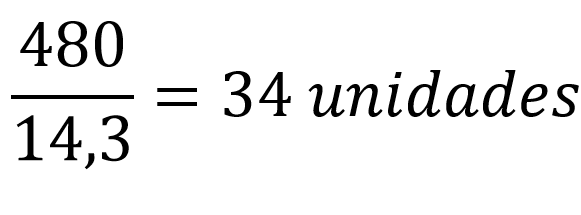
En ocho horas, a nivel teórico la máxima producción es de 34 unidades. No obstante…
La mano de obra no trabaja constantemente durante toda la jornada laboral. Van al baño, se estiran, conversan, toman una pausa, se cansan, etc. Esto indica que al tiempo total que trabaja la mano de obra se le resta un porcentaje correspondiente a este tipo de actividades y al desgasto que tiene durante la jornada laboral. Estamos hablando de los suplementos, tolerancias o concesiones de la medición del trabajo.
Siendo este un ejemplo de empresa manufacturera, consideraremos un porcentaje de 15% de suplemento. En otras palabras estamos colocando el trabajo real de la mano de obra en 85% (100-15) del tiempo de trabajo total (8 horas). Por eso multiplicaremos la capacidad de diseño por 85% que es el tiempo efectivo de trabajo de la mano de obra.
Con este porcentaje, podemos calcular la capacidad efectiva:

En la práctica, se asume este valor como si toda la producción o prestación del servicio se realizará de forma normal sin complicaciones, sin embargo y yéndonos a condiciones realistas, lo más común es que ocurran tropiezos y problemas día a día que no tienen relación con la mano de obra pero que muchos administradores de planta suelen considerar, como lo evidencia desde Matemática empresarial en un ejemplo de cálculo de capacidad de producción, en la que al valor obtenido al aplicar el porcentaje de 85%, le aplica otro porcentaje al que denomina factor de merma inherente de proceso, valor que es obtenido con base en registros basados en las causas de retraso.
En nuestro caso usaremos 83%, por lo que al ser multiplicado con 29 que es la capacidad efectiva, obtenemos una producción real de 24 unidades.

Con los valores de capacidad de diseño, producción real y capacidad efectiva calculados, podemos hallar utilización de la capacidad y eficiencia de producción:
Considerando que la producción real en un turno de 8 horas fue de 24 unidades:


En este caso, en un turno de 8 horas la utilización fue de 70,6% y la eficiencia de 82,8%.
¿Ahora qué?
El control de los índices es el primer dato a tener en cuenta cuando decidimos emprender estrategias para modificar la capacidad. No se considera bueno estar trabajando con una utilización cercana al 100%, pero tener una utilización inferior al 70% es sinónimo de improductividad. Con esto tenemos suficientes alertas para subir o bajar la capacidad según aplica, apuntando por ejemplo a tener un 85% de utilización.
Derechos de imágen
La imagen destacada del post es: Designed by Freepik
Excelente artículo, muy claro y detallado. Me ayudó a entender mejor cómo se determina la capacidad de producción en una empresa. ¡Gracias por compartir!
Hola Bien explicado y facil de llevar a la aplicacion, pero tengo una duda, ¿como se aborda un Resultado que refleje mas del 100% ?
Si la empresa a aumentado sus ventas y el calculo a reflejado que durante los meses a habido un incremeto hasta sobrepasar el 100% ?
Hay alguna forma de expresar mejor ese valor?
Muchas gracias
Buenas tardes
Me gustaria contactar con un profesional que nos ayudara a realizar esta labor en la empresa.
Estamos ubicados en LlEida.
podrias informarme a que se refiere el CNA como determinalo anualmente y como graficar CNA vs Tiempo
Diego, gracias por el post,
Quisiera saber porqué se aproximan los valores al inmediato superior
Por ejemplo, para la capacidad de diseño: 480/14.3 = 33.5 0 33. 6 piezas dependiendo del número de decimales con que se trabaje. En todo caso no sería más recomendable redondear la capacidad al entero inferior (aún cuando el cálculo resulte en 33.6 y el entero más próximo es 34)?
Ya que si resulta que en teoría puedo producir 33.6 piezas, no estaría completando 34 sino únicamente 33 dadas las estimaciones de tiempo estandar.
La misma pregunta para el cálculo de la capacidad efectiva. Muchas gracias
hola buen as tardes muy interesante este ejemplo;pregunta ¿cual es el beneficio que tuvo la empresa?
hola muy buenas noches que tal, me gustaría saber El proceso para fabricar el librero requiere de los procesos de habilitado (cortar las partes del librero de acuerdo a las medidas del diseño), armado (Unir cada una de partes previamente habilitadas y colocar el fondo) y acabado (colocar filete decorativo y tapas a cada cabeza de tornillo). Un estudio de tiempos estimados ha determinado que los tiempos para cada etapa del proceso son: 20 min, 35 min y 10 min respectivamente. Con estos datos, determinar:
a. La producción diaria del operario
b. La producción quincenal del operario.
c. Si el pedido aumenta, se tendría que implementar una línea de producción, y los tiempos en cada etapa del proceso se reduciría en un 35%. Determinar la producción semanal.
Hola buenos dias, me gustaria saber como hallar la capacidad operativa o de produccion de una empresa textil, siendo esta empresa que no fabrica directamente sus prendas sino los manda a terceros. alguna idea por favor, gracias.
Me podria ayudar con
Que problemas piensa que podría traer tener una fábrica de una capacidad mayor o menor que la necesaria? Cómo solucionar estos casos?
Como hallaria Se requiere determinar la capacidad diseñada, efectiva, la capacidad real, el % de utilización y % eficiencia.
Una empresa que produce conservas de piñas en rodajas, en una cerradora automática SOME, que produce 240 latas/ min. Por lo tanto, que tiempo demora en producir una unidad. Además, el porcentaje de desgaste o tolerancia es un 10% (tiempo de hidratarse en el bebedero, ir a los servicios). Además, en una situación real, se considera una merma del 8%, (mide la calidad del cierre, paradas por acumulación de latas al ingreso de la cerradora y limpieza del platillo de giro donde cae almibar. Considerar en un turno de 8 horas.
GRACIAS POR SIMPLIFICAR TODOS LOS PROCESOS! ASÍ ES FÁCIL DIGERIRLOS Y APLICARLOS!
hola que tal…
como seria el análisis de producción de una fabrica de moldes, ya que esta no realiza trabajos en serie etc, solo repara moldes, se hacen moldes. en este caso como se aria el análisis de la capacidad ya que elo trabajo se realiza conforme lo van pidiendo los clientes.
Hola Rocío.
Para este caso, veo más conveniente que se realice el análisis de forma separada, es decir, uno para reparación de moldes y otro para fabricación. Me imagino que la reparación puede variar de acuerdo al daño del molde, de ahí la respuesta, se tendría que analizar los tiempos de reparación y hallar un tiempo promedio que les toma reparar un molde. Aunque esto puede que no sea útil en vista de que el tiempo que toma reparar un molde varía mucho. Todo depende de la dispersión de los datos del tiempo de reparación de moldes.
Si además de eso le sumas que el trabajador repara cuando le llega, termina y luego fabrica, y después repara, se hace complejo obtener la capacidad de producción asociada a un trabajador.
La duda sería si asignan trabajos de sólo fabricación o sólo reparación a un trabajador por unidad de tiempo. Por ejemplo, de 8am a 12pm Diego va a trabajar en fabricación. En este caso es más fácil calcular la capacidad de producción.
Si es en el caso de reparación se debe analizar la dispersión de los tiempos por molde reparado.
Un saludo.
Hola como estas,
yo quiero calcular la capacidad de operación de una empresa de transporte que requiere alquilar camiones.
por ejemplo 17 choferes, y 17 camiones, cual es la utilización considerando que las personas tienen días libres, vacaciones, y considerando que el camión puede estar dañado.
Favor enviar respuesta a mi correo.
Buenas.. Y para una planta que tiene varias lineas, por ejemplo, un alimento en botellas, otro en vasos, y otro en bolsa.
Aunque el producto elaborado es el mismo, las presentaciones son diferentes y los tiempos en cada línea es diferente.
Cómo puedo calcular la capacidad de la planta?
Hola Diego, buenas tardes.
Excelente explicación. Ahora requiero de una ayuda tuya. COmo hago para Calcular la capacidad instalada total con la que se cuenta por año y Calcular el número de personas que se requieren para la operación del año, para una empresa prestadora de servicios de mantenimiento? Quedare agradecido con tu respuesta o indicaciones. Se tiene
Hola, si tomas ese porcentaje solo es en base al TT o al planned cycle time? dicho de otra manera si calculo el .85% sera capaz de cumplir con el volume requerido por el cliente? que pasa si el 85% lo calculo en el tiempo de ciclo y luego determine la cantidad de piezas por hora?
Gracias Diego espero de tu apoyo
Felicidades por tu post. Quizás me puedas orientar respecto al cálculo de la capacidad de servicio en laboratorio químico industrial, allí hay varios equipos que miden la concentración de sustancias presentes en el aire, agua, residuos, etc. Uno de los retos es que una orden de servicio de análisis se miden distintas sustancias en diferentes equipos, es como si una porción de la muestra se analizara en distintos equipos al mismo tiempo. Otro reto es que una misma máquina tiene matrices diferente que se usan de acuerdo al tipo de análisis. Después de calcular esto debo planificar la producción. Si me pueden recomendar literatura específica de la capacidad en el área de servicios y mejor aún en un laboratorio te lo agradecería mucho
Hola Jose.
Me gustaría ayudarte pero no tengo conocimiento sobre lo que mencionas 🙁 Ni siquiera de un libro para recomendarte.
Voy a investigar con colegas y si sé algo te escribo al correo.
Saludos.
j
JOSE lo que tienes qué hacer o calcular en forma similar a un prodyco cualquiera. Lo que cambia es el rendimientode cada equipo, ya sea para una o varias variables. Luego el rendimiento de trabajo de cada trabador. Turnos de trabajo. Con esta información puedes calcular y hacer Plan Maestro de producción etc. Buscaca inforlacion en youtube, hay bastante. El tipo al que consu’ltas diego ES LIMITADO, en conocimientos.
Muchas gracias me sirvió la informacion.
Una consulta, qué diferencia hay entre capacidad de producción y productividad? Van de la mano? ES correcto que mida la productivdad en función de la capacidad ociosa?
Gracias.
‘
Hola Andrea.
Podemos pensar en productividad como una medida de qué tanto estoy aprovechando mi capacidad de producción. Así que si, considerando la capacidad ociosa como aquella que se subutiliza, si te dará una idea de productividad el grado de utilización de la capacidad. Para complementar, te recomienda darle una lectura a este artículo.
Un saludo.
buenos dias,
agradeceria me orientara como determinar la capacidad instalada de una asociacion lechera que no tiene centro de acopio solo fincas lecheras y se asociaron para ser competentes en precio y sin intermediarios. no se como formular eficazmente las preguntas para que de como conclusion se pueda generar un proyecto gubernamental para centro de acopio o transformación. agradezco su pronta respuesta
Hola Carolina.
Es un proyecto interesante ese que planteas. No conozco todos los aspectos o preguntas para generar el proyecto gubernamental. Considera buscar a alguien especializado que tenga experiencia en ese sector. Quizá incluso, un trabajo interdisciplinario.
Lo que si te puedo decir es que, si bien en un sector como el que mencionas, las actividades pueden ser similares entre las fincas lecheras, cada una tendrá diferentes métodos que las hagan más o menos productivas, o me imagino que puede que una haga mejor leche que la otra, se me ocurre. Pienso que si se están asociando para competir en precio y sin intermediarios, deben desarrollar métodos que así lo permitan.
Por ejemplo, deben hallar los mejores métodos que emplee una finca y replicarlos sobre otras. Considero que mapear las actividades y hallar tiempos estándar es un buen punto para iniciar, de manera tal que podamos definir una capacidad de producción por finca, al igual que medidas de productividad. También es importante considerar las buenas prácticas del sector y el uso de tecnología que los haga competitivos.
Me cuentas, un saludo.
Hola diego gracias por la información de capacidad, apoyame en esta duda para hallar la unidad de capacidad o de la FAMILIA DE PRODUCTOS
es una empresa que produce productos de limpieza de aseo personal y de limpieza
según su similitud sus familias son
– productos de limpieza líquidos medidos en lt pues tienen diversos formatos
-productos de limpieza en granulogía o pasta su unid puede ser gr
productos de aseo personal hay en líquidos y sólidos
ante tanta variación sería posible que mi unidad de medida para la familia de productos tanto para la capacidad como para el plan agregado y demás seas en HORAS empleadas usando el tiempo estándar de cada producto?
Hola Lucia.
Por como me lo cuentas, no veo ningún problema. Necesitas tener un tiempo estándar para cada producto y para determinar la capacidad de producción, eso independiente del tipo de familia de producto.
Me cuentas, un saludo.